
Introduction
Les éléments de fixation, tels que les vis, boulons, écrous, rondelles, goujons ou rivets, sont conçus pour fonctionner dans des environnements fortement sollicités, où la moindre défaillance peut entraîner des conséquences critiques. Derrière leur apparente simplicité se cachent des procédés de fabrication complexes reposant sur la mise en forme à froid, tels que le tréfilage, la frappe multi-passes ou encore le roulage de filets (voir Figure 1). Chacune de ces étapes influence directement les propriétés mécaniques de la pièce finale.
La conception d’un composant de fixation performant représente ainsi un véritable défi d’ingénierie. Il s’agit non seulement de définir une séquence de mise en forme adaptée, mais aussi de concilier plusieurs exigences : réduction des coûts de production, respect des contraintes de géométrie et de poids, amélioration des performances mécaniques, et préservation de la durée de vie des outillages.
Dans ce contexte exigeant, un problème majeur demeure la détection souvent tardive des défauts, généralement identifiés après fabrication, ce qui entraîne des pertes significatives en matière, en temps et en ressources. L’utilisation de l’outil de simulation COLDFORM® permet ainsi d’anticiper ces difficultés dès la phase de conception.
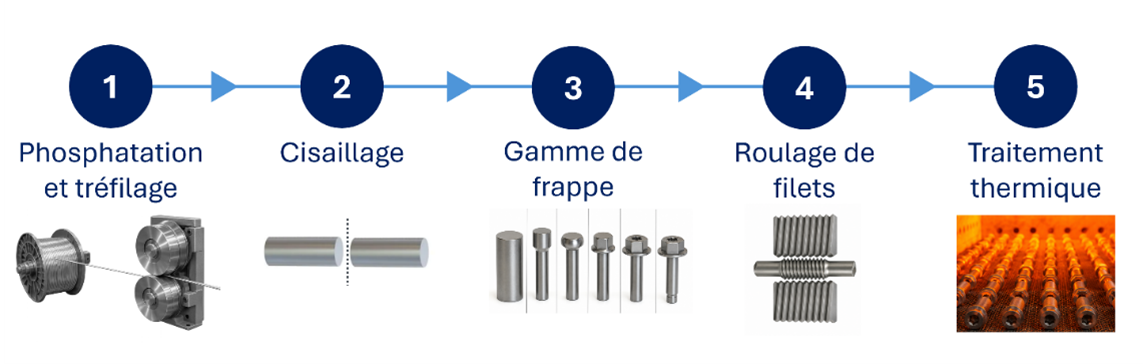
Figure 1 : Illustration des étapes de fabrication d’un élément de fixation, depuis la bobine de fil jusqu’au traitement thermique de la pièce
Développer la bonne solution de fixation implique des défis du côté de l'ingénierie : définir la séquence de mise en forme, réduire les coûts de production, respecter la géométrie et le poids souhaités, améliorer la performance du produit, préserver l’outillage, etc.
Il est donc important de faire intervenir la simulation numérique en amont, afin d’analyser et optimiser son procédé et son produit final. Elle permet également de réduire le temps de développement et les coûts de tests et production.

Simulation des étapes de fabrication des éléments de fixation avec COLDFORM®
La fabrication des éléments de fixation par mise en forme à froid implique une succession d’opérations interdépendantes, dont chacune influence directement la qualité finale de la pièce. COLDFORM® permet d’analyser cette chaîne de manière cohérente comme détaillé ci-après
1. Préparation du fil : phosphatation et tréfilage
Le procédé débute par la préparation du fil métallique. La phosphatation vise à améliorer les conditions tribologiques en réduisant le frottement et l’usure des outillages, tout en favorisant l’écoulement de la matière. Dans COLDFORM®, ces conditions peuvent être intégrées via des paramètres de contact adaptés (voir Figure 2), permettant une représentation réaliste des interactions outil-matière.
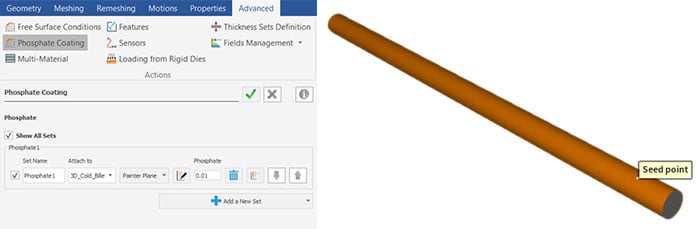
Figure 2 : Fonctionnalité de phosphatation disponible dans COLDFORM®.
Le tréfilage permet ensuite d’ajuster le diamètre du fil par déformation plastique afin d’obtenir des bobines au diamètre requis. Cette opération induit un écrouissage et des contraintes résiduelles dont l’évolution dépend du traitement thermique ultérieur. Le fil est ensuite généralement traité par recuit de sphéroïdisation.
Lorsque ce traitement thermique n’est pas simulé, il devient nécessaire d’intégrer dans la simulation les effets de la déformation plastique induite par le tréfilage. COLDFORM® permet d’initialiser les champs de variables internes selon une distribution axiale ou radiale. Cette fonctionnalité autorise notamment la prise en compte d’un gradient de déformation plastique initiale le long du rayon du lopin, contribuant ainsi à une modélisation plus représentative de l’état du matériau en entrée de l’étape suivante du procédé.
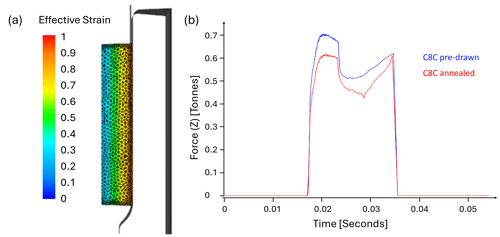
Figure 3 : (a) Initialisation de la déformation plastique. (b) Comparaison du tonnage obtenu en formant un fil pré-étiré et recuit
2. Cisaillage du lopin
Le fil est ensuite découpé en lopins de dimensions contrôlées. La qualité de la surface cisaillée influence directement les étapes ultérieures, notamment le remplissage et le fibrage lors de la frappe. Des défauts initiaux peuvent ainsi se propager tout au long de la gamme de fabrication.
La modélisation du cisaillage avec le logiciel COLDFORM® repose sur des techniques de remaillage adaptatif, permettant ainsi de maintenir la qualité du maillage malgré les fortes déformations locales. Le maillage est alors ajusté automatiquement au cours du calcul, en affinant les zones les plus sollicitées. Cette approche améliore la précision de la simulation, notamment pour l’estimation des efforts de coupe, de la géométrie obtenue et des zones susceptibles de présenter des défauts.
Figure 4 : Simulation du cisaillage d’un lopin avant mise en forme
3. Gamme de frappe multi-passes
La gamme frappe constitue l’étape clé du procédé. Elle repose sur une succession de passes combinant filage, extrusion et mise en forme progressive. Sa définition doit garantir, à chaque étape, une répartition homogène de la matière, la limitation des défauts et une maîtrise des efforts de formage.
COLDFORM® permet de simuler chaque étape et d’analyser un large éventail de résultats. Le logiciel permet ainsi d’évaluer la géométrie finale de la pièce (Figure 5(a)) en tenant compte du retour élastique, de l’écoulement de la matière dans la cavité de l’outil, ainsi que de l’apparition et de l’évolution de défauts tels que les replis, fissures, sous-remplissages ou défauts de fibrage. D’autres grandeurs, comme les contraintes internes, la température ou encore la dureté, peuvent également être étudiées.
Au niveau des matrices (Figure 5(b)), l’analyse porte notamment sur l’usure abrasive, les contraintes internes et les phénomènes de fatigue. Enfin, à l’échelle de la presse, le tonnage requis pour chaque opération peut être déterminé.
Étude de cas : élaboration d’une gamme de frappe pour une vis à tête hexagonale
L’exemple illustré à la Figure 5(c) porte sur une séquence de forgeage destinée à la fabrication d’une vis, développée par l’Institut Miguel Altuna (Espagne). Le procédé a été décomposé en cinq étapes et modélisé à l’aide de COLDFORM® :
- Filage avant
- Mise en forme de la tête
- Réduction de la tête hexagonale
- Mise en forme de la tête combinée à une extrusion arrière
- Filage avant
Les trois premières étapes ont été simulées en 2D (pièce de révolution axisymétrique), tandis que les deux dernières étapes ont été simulées en 3D.
Figure 5 : Résultats de simulation pour la fabrication d’une vis, développée par l’Institut Miguel Altuna (Espagne), illustrant : (a) la pièce, (b) l’usure abrasive sur le poinçon, et (c) la modélisation de l’ensemble des étapes de la séquence de frappe de la vis à tête hexagonale.
Les évolutions des champs mécaniques et thermiques, notamment la déformation plastique, les contraintes internes et la distribution de température, peuvent être examinées à chacune des étapes du procédé afin d’évaluer la faisabilité de la gamme et d’identifier les zones critiques (Figure 6).

Figure 6 : Séquence de forgeage d’une vis à tête hexagonale Torx : comparaison entre la pièce obtenue expérimentalement et les résultats de la simulation COLDFORM® (reproduit avec l’autorisation de l’Institut Miguel Altuna, Espagne).
4. Roulage de filets
Le roulage des filets est réalisé par déformation plastique entre deux outils profilés, induisant une orientation du fibrage favorable aux propriétés mécaniques de surface. Ce procédé s’accompagne toutefois de forts gradients de contraintes et d’une cinématique complexe.
COLDFORM® permet de simuler la formation des filets sur la vis de manière prédictive (voir Figure 7(a)). Le logiciel reproduit la cinématique réelle appliquée au peigne ou aux rouleaux grâce à un algorithme de contact et un schéma d’intégration temporelle adaptés. La conservation du volume de la vis est assurée par une mise à jour rotationnelle appropriée, garantissant une description réaliste du procédé. Les champs de contraintes internes et externes sont ainsi correctement évalués. Par ailleurs, l’utilisation de plans de coupe permet d’anticiper et de localiser avec précision les zones de sous-remplissage du filet comme le montre la Figure 7(b).

Figure 7 : (a) Modélisation de l’évolution des contraintes équivalentes au cours de l’opération de filetage (reproduit avec l’autorisation de l’Institut Miguel Altuna). (b) Identification des zones de sous-remplissage du filet à l’aide d’un plan de coupe.
5. Traitements thermiques
Les éléments de fixation doivent présenter une résistance élevée, car ils sont fréquemment soumis à de fortes sollicitations en traction et en cisaillement. Les propriétés métallurgiques et mécaniques requises sont obtenues par des traitements thermiques tels que le chauffage, la trempe et le revenu.
À l’issue de la simulation de mise en forme à froid sous COLDFORM®, les traitements thermiques peuvent être modélisés à l’aide de SIMHEAT® (voir Figure 8) ou FORGE®, tout en préservant l’histoire mécanique et microstructurale issue de la mise en forme.
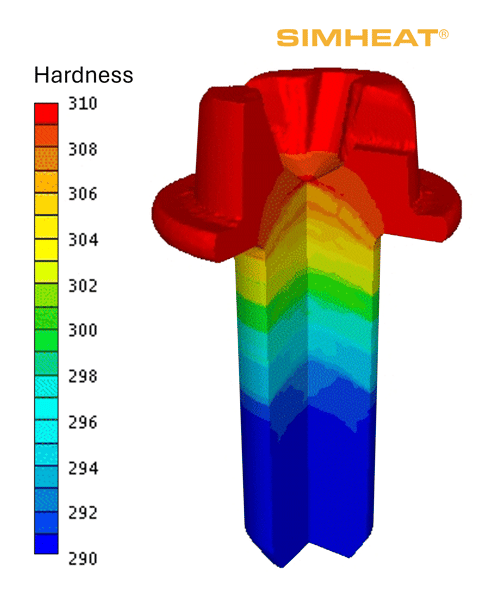
Figure 8 : Distribution de la dureté dans une vis à l’issu d’un revenu simulé à l’aide de SIMHEAT®.
Evaluation de la robustesse de l’assemblage avec COLDFORM®
COLDFORM® peut également être utilisé pour modéliser différents types d’assemblages mécaniques, tels que le rivetage, le clinchage, le fluovissage, le cloutage ou le boulonnage (voir Figure 9). Le logiciel permet d’analyser de manière continue l’ensemble de la chaîne, depuis la fabrication des composants jusqu’à leur assemblage, puis leur chargement mécanique.
Les résultats issus des simulations d’assemblage, y compris les contraintes résiduelles, peuvent être naturellement transférés aux simulations de chargement mécanique. Cette continuité permet d’évaluer la tenue en service des assemblages, notamment à travers des essais statiques.
Du point de vue procédé, cette approche permet de :
- Assurer la faisabilité du procédé en contrôlant chaque étape de la mise en données,
- Vérifier l’influence des paramètres clés, tels que les géométries, les revêtements ou les efforts de pose,
- Maîtriser les tolérances dimensionnelles et les propriétés de fixation,
- Optimiser les conditions opératoires afin de réduire les coûts et accélérer la mise sur le marché des produits.
Du point de vue produit, elle permet de :
- Prendre en compte l’histoire thermo-mécanique du matériau, issue de la fabrication,
- Tester le comportement du produit en conditions de service,
- Prédire les performances et la durée de vie des systèmes de fixation.
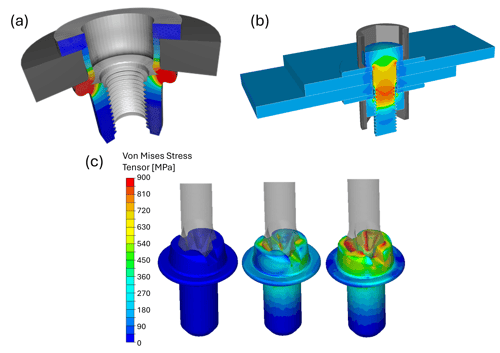
Figure 9 : Modélisation des opérations d’assemblage à l’aide de COLDFORM® : (a) Résultats de la déformation plastique lors du sertissage d’un écrou RIVKLE® (Böllhoff), (b) de la contrainte de von Mises dans un assemblage boulonné, et (c) de l’évolution des contraintes lors du vissage.
Le solveur de COLDFORM® intègre des fonctionnalités particulièrement adaptées à la simulation d’assemblages mécaniques complexes. La gestion du contact multi-corps repose sur un algorithme maître/esclave robuste, permettant de traiter efficacement les interactions entre composants. L’auto-contact est également pris en compte, avec un contrôle de pénétration des nœuds au sein d’un même corps.
Le remaillage auto-adaptatif joue un rôle clé pour ce type de calcul. Il permet de prendre en compte la forte sensibilité des critères d’endommagement à la finesse du maillage dans les zones cisaillées ou endommagées. Le logiciel offre à la fois des stratégies de remaillage local et global, avec une adaptation automatique du maillage basée sur les gradients de déformation, de vitesse de déformation ou d’un critère d’endommagement.
Ces capacités permettent de réaliser différents types d’analyses, tels que la simulation d’assemblages boulonnés (voir Figure 10), avec détermination du couple et de la séquence de serrage optimale. Elles permettent également d’étudier la mise sous tension de vis, l’évaluation de la résistance mécanique à travers des essais statiques en traction et en cisaillement, ainsi que des configurations de serrage dans le domaine plastique de la vis.
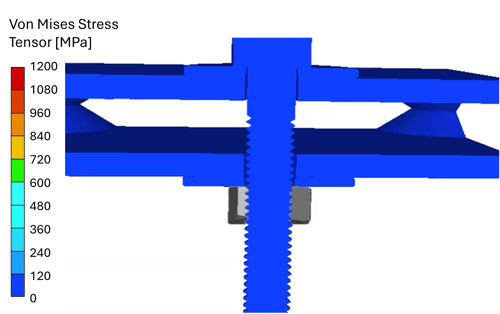
Figure 10 : Evolution de l’effort de serrage lors du vissage d’un assemblage boulonné.
Fonctionnalités clés de COLDFORM® pour les pièces de fixation
COLDFORM® couvre l’ensemble des fonctionnalités nécessaires à la simulation des procédés de fabrication des pièces de fixation, tout en permettant l’évaluation des propriétés mécaniques et métallurgiques à chaque étape du procédé. COLDFORM® met notamment à disposition :
- Des templates de simulation pré-définis pour les opérations de mise en forme : tréfilage, frappe à froid, extrusion, roulage de filets, etc.
- Un module d’optimisation complet, permettant de déterminer automatiquement les paramètres optimaux du procédé pour garantir un produit final performant et dépourvu de défauts, ainsi que de lancer des plans d’expérience pour trouver une configuration idéale.
- Une base de données matériaux comprenant plus de 250 matériaux caractérisés pour la mise en forme à froid.
- Une compatibilité avec les bases de données de JMatPro® permettant de modéliser la majorité des matériaux utilisés dans l’industrie.
- Un outil de génération de rhéologie à froid qui permet à l’utilisateur de créer et de modifier ses propres fichiers matériaux.
- Une prédiction du retour élastique grâce au dernier incrément de simulation qui mesure le déplacement dû au retour élastique (voir Figure 11(a)).
- Des outils de marquage permettant de visualiser les défauts de fibrage et de suivre l’évolution des fibres à chaque étape du forgeage (voir Figure 11(b)). Le fibrage peut être défini aussi bien en phase de mise en données qu’en phase d’analyse.
- Plusieurs critères d’endommagement et de rupture, tels que Latham & Cockroft, Oyane, Rice & Tracey ou Chaboche-Lemaître.
- Des fenêtres multi-vues permettant d’afficher simultanément jusqu’à neuf visualisations pour comparer différents résultats et angles d’analyse (Figure 11(c)).
- Des courbes prédéfinies pour créer un tracé spécifique (e.g. effort en fonction du temps).
- Des outils d’analyse des contraintes dans l’outillage afin de limiter les risques de rupture et d’optimiser la durée de vie des matrices.
- Des analyses métallurgiques pour évaluer l’évolution de la microstructure et des propriétés mécaniques.
- Une interopérabilité avec SIMHEAT® pour simuler les traitements thermiques après mise en forme.
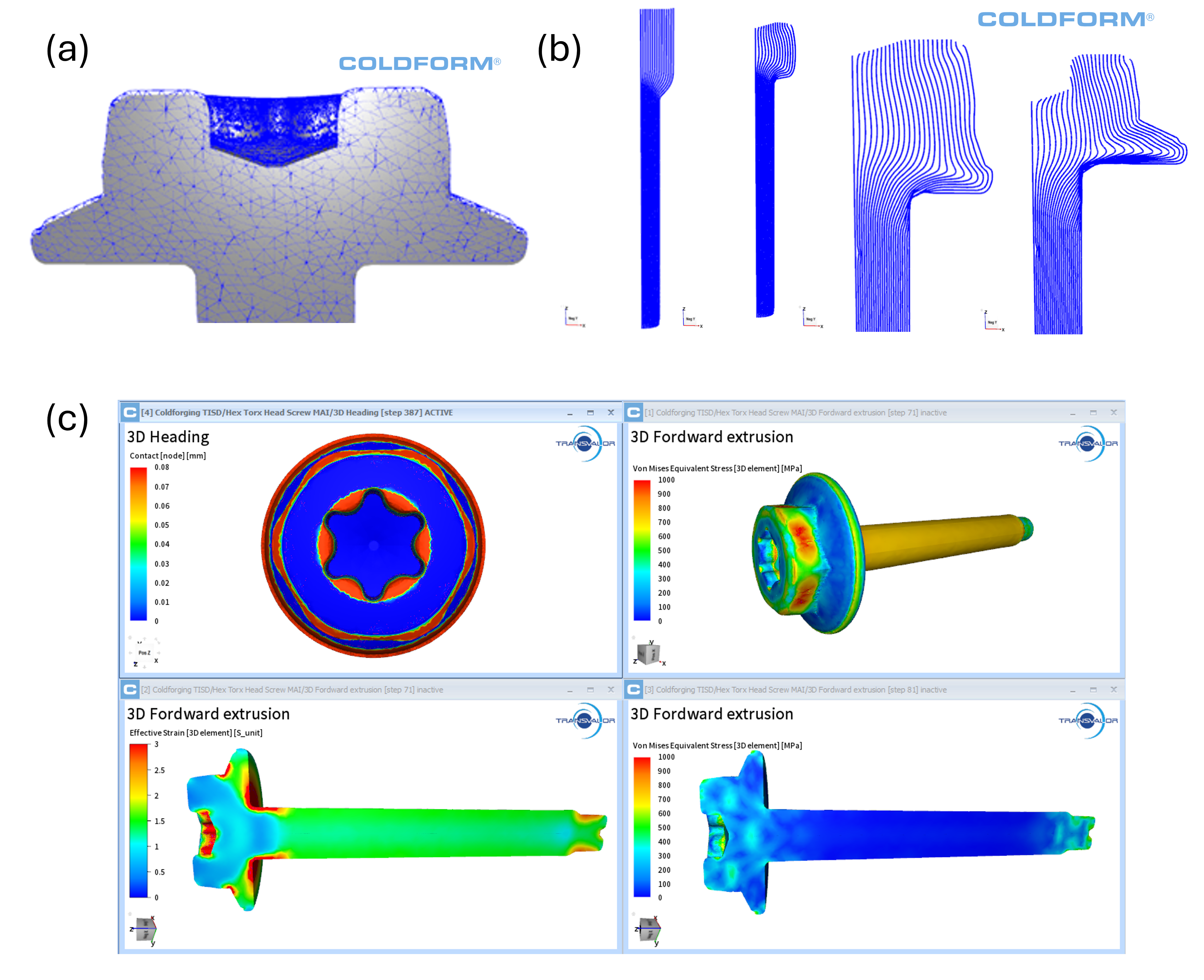
Figure 11 : (a) Visualisation du retour élastique après mise en forme. Le maillage bleu correspond au dernier incrément de forgeage, tandis que la géométrie grise représente la pièce après retour élastique. (b) Evolution du fibrage à chaque étape de frappe à froid. (c) Affichage multi-vues appliqué à un cas d’extrusion.
Conclusion
La simulation numérique permet aujourd’hui d’aborder le développement des pièces de fixation selon une approche globale intégrant l’ensemble de la chaîne de fabrication. COLDFORM® offre des capacités essentielles pour modéliser de manière réaliste le procédé, et pour analyser finement le comportement de la matière et les propriétés mécaniques de la pièce à chaque étape de transformation, y compris lors du traitement thermique grâce au couplage avec SIMHEAT®. Ainsi, les zones critiques peuvent être identifiés, les défauts de fabrication ainsi que l’usure des outillages peuvent être anticipés tout au long du procédé.
Cette approche contribue à réduire les phases de mise au point en atelier, à améliorer la fiabilité des gammes de fabrication et à accélérer le développement industriel des éléments de fixation.