.svg)
FORGE® est la solution logicielle idéale pour la simulation des procédés de mise en forme à chaud et à froid. Depuis près de 40 ans, ce produit phare de Transvalor est utilisé par des clients du monde entier. FORGE® satisfait les exigences des fabricants de pièces forgées pour différents secteurs industriels.

Le logiciel dispose de fonctionnalités uniques comme le suivi de points pour repérer aisément toute zone de repli dans la pièce et pour prédire le fibrage du métal essentiel pour garantir aux pièces forgées de bonnes caractéristiques mécaniques. Des techniques de marquage innovantes permettent de matérialiser les ségrégations localisées au centre du lopin ou encore d’identifier les défauts d’aspiration.
FORGE® intègre plusieurs critères d’endommagement pour isoler les zones à risque avec formation de criques ou de fissuration.

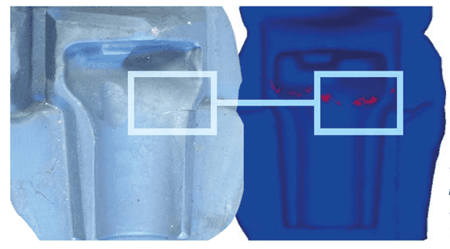
Analyse des plis/replis : prédiction exacte d’apparition de plis/replis sur un composant en acier destiné à l’exploitation minière.
La zone des replis est représentée en rouge dans le cadre.
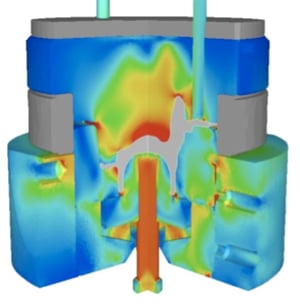
La durée de vie des outillages est un défi majeur pour lequel FORGE® prédit les contraintes, l’usure abrasive, les températures et ainsi que les zones soumises à de la déformation élastique ou plastique.
FORGE® prédit les efforts de forgeage, les énergies consommées, les couples et les puissances développés à chacune des opérations de déformation. Ainsi, vous pouvez anticiper si l’effort nécessaire n’excède pas la capacité maximale de vos équipements, équilibrer les efforts de frappe entre les différentes étapes et visualiser les problématiques d’équilibrage et de déflection des matrices.

Transvalor a été le premier éditeur à proposer le concept d’optimisation automatique appliqué aux procédés de mise en forme. Optimiser les lopins de départ afin de réduire automatiquement la mise au mille ou bien déterminer les préformes laminées idéales pour garantir un remplissage complet et sans défaut des matrices. Appliqué à la conception des pièces forgées, l’optimisation automatique permet de réduire les coûts matière en diminuant la masse du lopin de départ et aussi de réduire les dépenses d’énergie avec la diminution de la force de forgeage, d’allonger la durée de vie des outils en minimisant le niveau de contrainte.

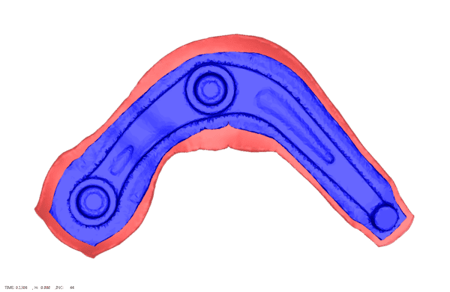
Optimisation de la quantité de bavure.
Avant optimisation (en rouge) et après optimisation (en bleu).
.jpg?length=500&name=industrie_automobile1-(1).jpg)

.jpg?length=500&name=industrie_medical-(2).jpg)
Développer et valider l'ensemble du processus de trempe par induction pour les composants de barres de crémaillère, couvrant à la fois les dents et le côté de la pièce.
Le projet a été initié en créant un modèle CAO 3D pour une barre de crémaillère complexe et en collectant les propriétés des matériaux. La validation des modèles FEM 3D impliquait des comparaisons des zones affectées par la chaleur, de la distribution de la phase martensitique et des profils de dureté.