
Energy control of free forging processes through simulation
Transvalor being featured in the specialized press review Forge et Fonderie, with a focus on energy control in free forging processes through simulation, highlights the company's expertise and innovative solutions in this field.
The recognition received is attributed to the dedicated efforts of the Transvalor team, which includes Nadine Kosseifi as the Technical Account Manager and Marketing Coordinator, Patrice Lasne as the Engineering Expert, Marc Moreno as the Development & Materials Engineer, and Stéphane Andrietti as the Director of Technological Partnerships.
Energy-efficient Process Control in Open-Die Forging by Simulation
Open-die forges worldwide are facing great challenges: international competitive pressure, CO2 reduction to protect the climate and increasing costs for gas and electricity. These targets and constraints can only be handled by optimizing the process route in the open-die forge. This article aims at showing the possibilities offered by modern hot forging simulation software in combination with measurement technology developed for open-die forging to make the forming process and heat treatment even more energy-efficient.
Challenges of open die forging industry in the future
Today and tomorrow, the German open die forging industry will have to face many new challenges. The highly competitive pressure from international competitors in the market for large forgings (e.g. generator and turbine shafts, tool steels for the plastics processing industry) has meant safety-relevant components have increasingly been ordered from foreign open-die forges and continue to be so.
Foreign competitors can produce more cost-effectively, for example, because the prices for energy (electricity to operate the hydraulic presses; natural gas to operate the forging and heat treatment furnaces) are lower, personnel costs are lower and the environmental regulations (lack of CO2 pricing, low standards in emission protection) do not cause any significant costs.
In the area of energy supply, the situation for open-die forging has recently deteriorated considerably in Europe and especially in Germany.
Electricity prices are subject to strong fluctuations (and have also risen sharply on average), so that, for example, the price on the Leipzig electricity exchange (EEX, European Energy Exchange AG) for 1 MWh fluctuated between €0 and €700 in the 1st half of March; the average electricity price per MWh has almost quadrupled compared to 2019.
The increased procurement costs for electrical energy will therefore make production more expensive and have a detrimental effect on international competition.
Similarly, the current conflict situation in Europe is contributing to a sharp - albeit perhaps short-term - increase in the cost of energy supply to open-die forges.
Alternative heating technologies for furnaces (e.g hydrogen H2 or by electric heating) are not currently available since H2-fueled furnaces are still in the development phase or electric heating systems are ineffective and do not allow certain types of heat treatment.
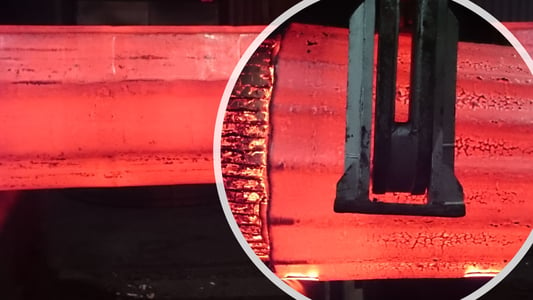
Figure 1: view of a standard open-die process of a large steel component (image: VDM Metals)
Therefore, the open die forging industry needs to address the following issues more strongly now and in the future:
- Energy savings in the production area (i.e. reduction of gas and electricity consumption)
- Reduction of CO2 emissions
- Development of more efficient forging routes
- More output per casting block used
- Reduction of scrap (i.e. increase of product flawlessness)
Measures to increase competitiveness
The following options are available in the short term to the plant engineer of the open-die forge or the quality planning department to be able to react to the points mentioned above:
- Saving gas when using forging furnaces:
For example, the residual heat of a cast ingot can be considered when heating up to forging temperature if the logistics between steelmaking and forging plant allow it.
The use of the residual heat in the casting ingot helps to reduce the laytime required to achieve a homogeneously heated ingot.
There is also potential in optimizing the necessary reheating in multi-heat forging operations. Precise knowledge of the forging energy allows the necessary reheating time to be determined, which ensures homogeneous reheating to the forging temperature.
- Saving of gas when using heat treatment furnaces:
Heat treatment specifications or curves can be optimized by analyzing the times required for certain zones to reach austenitizing temperature, for example, or determining the optimum holding time. This can be done using thermocouples, or more cost effectively using Finite Element Method (FEM) simulation software.
- Development of more efficient forging routes:
The elongation ratio (ratio from initial to final part diameter) and the specified properties (elimination of the porosity occurrence) by the customer or internal plant regulations can be insured by developing more efficient forging routes.
The plastic deformation rate does not consider in any way the local deformation in the area where closure of the casting porosities must take place, but which is crucially necessary for closure of the defects.
In the case of large forgings, the problem prevails that to achieve the desired deformation rate, the production steps "preforging for upsetting" and "upsetting" are often added to a forging sequence. This rises the number of forging heats required and reduces yield, which increases product cost.
The aim is to avoid upsetting operations as far as possible, but nevertheless to ensure the required pore closure. This can be done, for example, by considering the evolution of the local deformation rate and the material stresses when analyzing a forging process.
- More output per casting block used:
Referring to the previous section, it can be said that the yield can be increased by avoiding upset processes. For example, by purely stretch forging large polygonal ingots or by avoiding the material buildup caused the upsetting process.
- Reduction of scrap:
For large, forged components, casting-related porosities place special demands on the execution of the forging process. Besides breaking up the cast structure and setting a fine forging grain, closing the porosities is the biggest task in open-die forging.
In the case of safety-relevant components such as steam turbine or generator shafts, unsealed porosities are an absolute criterion for rejection, as they can lead to total failure of the component and, for example, to the associated complete destruction of a steam or gas turbine under the mechanical loads that occur during operation. Therefore, ensuring that a safety-relevant component is free of cracks and/or porosities a must have absolute priority for the energy industry when planning a forging route.
Hot forming simulation and casting simulation as aids in open die forging
In competitive and ever-changing markets, process simulation tools are essential in the development of cycle of high-value metal parts. Simulation tools are designed to meet metal forming manufacturers expectations in many crucial aspects. To master quality and final performances of a forged product, it is required to have an in-depth knowledge of every stage of the manufacturing process from casting to forging and heat treating.
Here, casting and hot forming simulation software THERCAST® and FORGE® are discussed to demonstrate how they can support the open die forging industry and optimize a global ‘End-to-End’ process simulation approach.
The casting simulation software THERCAST® allows the realistic simulation of the casting process of large forging blocks. The modelling includes metal filling and solidification. The casting simulation calculates the probability and position of the occurrence of voids or discontinuities in a casting block.
Thanks to the interoperability between Transvalor solutions, all casting simulation results can be transferred in the metal forming software. The influence of the forging process on the zone with casting porosities can then be seen directly in the open die forging simulation. With a thermal simulation, one can calculate the transport of the casting ingot and the heating in a forging furnace, thus allowing the determination of the optimal heating time and offering the possibility of energy savings.
The result of the forming simulation can again be transferred to a thermal simulation and used to determine the necessary reheat time, which ensures homogeneous heating of the forging for the next forging - this application of the simulation can also help to reduce energy costs and CO2 emissions.
The following figure 2 illustrates a classical industrial example where the complete open die forging sequence can be simulated including a series of successive heating / transfer / cogging stages until the final quenching operation.
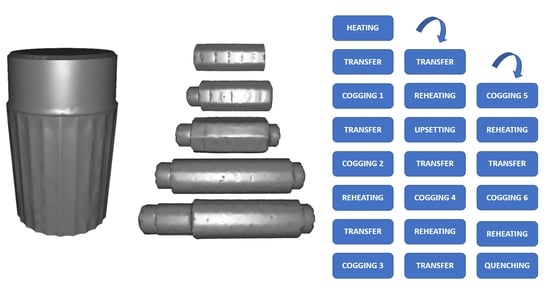
Figure 2: classical breakdown sequence starting from a large cast ingot (image: Transvalor)
Models implemented to predict porosities closure estimate the evolution of the volume of porosities with relation to the deformation under a state of compression or tension. Predicting effective strain pattern is also very important as one can assess porosity closure based on the calculated strain values.
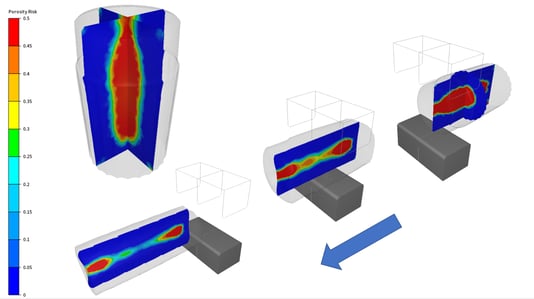
Figure 3: Porosity closure from casting through 1st cogging stage
By the end of the forming process, material porosities have been almost totally closed. A tiny zone remains on one side of the product illustrating that the forming sequence can still be optimized.
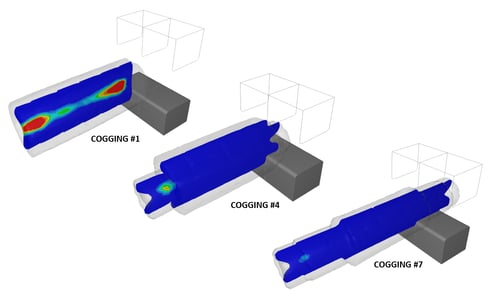
Figure 4: Inner porosity closure from beginning to the process end
A second major objective in open die forging is the improvement of the internal structure of the metal. In the ingot resulting from the casting, the microstructure and grain sizes are generally not compatible with the characteristics required for the manufactured part. As a first approximation, the microstructure and closure of porosities are closely related to the local deformation in the forged part.
Simulation allows the modelling of recrystallization phenomena that occur during the forming stages (dynamic recrystallization) or during the transfer (or reheating) stages (static or metadynamic recrystallization). In open-die forging, due to the alternation of deformation phases and waiting time between each pass, all types of recrystallizations are taken place. Simulation shows here below how the average grain diameter (ASTM) varies through the process.
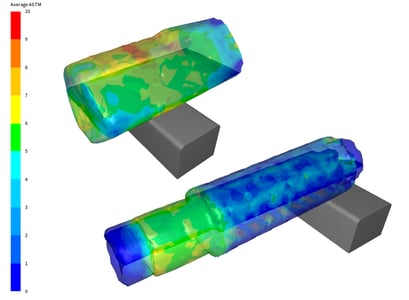
Figure 5: evolution of the average grain size (ASTM) through the deformation process
Once the forging process is completed, heat treatment generally follows. A large variety of heat treatment processes can be simulated (e.g quenching, annealing tempering, austenitizing, …). Thus, it is possible to calculate the heat-up behavior and the determination of the necessary heating time. The simulation allows to test the impact of the quenching media. The heat transfer between the material and the tank must be very well controlled to avoid defects like distortion, cracking, and to get good mechanical properties.
New forging strategies or improvements can then be tested with the aid of the simulation, e.g verification of a shortened process route, whereby questions such as "Is the force of the press sufficient for the new forging process?", "Is the final forging temperature not undercut?" and "Does the applied forming ensure reliable closure of porosities?" can be investigated.
New model to simulate oxide scale growth prediction
However, the wüstite volume fraction may evolve with temperature (thermodynamic stability) and time (diffusion of elements through the layer), where increasing oxygen concentrations leads successively to wüstite, magnetite and hematite. In many industrial cases where the temperature exceeds 900°C, wüstite was observed to remain the major constituent of the oxide scale.
For growth controlled by oxygen diffusion, the predictive model for the oxide scale thickness may be derived from the chemical reaction. A parabolic equation is used in FORGE® software to calculate the scale thickness is in cm, assuming a 100% wüstite layer:

where, the constant ke is equal to 11 (according to data fitting regarding laboratory experiments) and Qscale is the activation enthalpy in J.mol-1, which may vary, depending on the steel grade. Modifying the value of the Qscale parameter makes this law adaptable for a large range of steel grades or furnace atmosphere (e.g low or high CO2 concentrations).
It is to emphasize that experimental characterizations are more accurate when mass loss is considered. Oxide layers are not compact, due to the presence of different defects as cracks, grooves, pores or blisters. If not considered, these defects may lead to an overestimation of the measured scale thicknesses by at least 30%. For this reason, measurements based on the mass loss provide more reliability.
According to the latter arguments, the comparisons between simulation and experimental data in the next section are made with mass gain measurements.
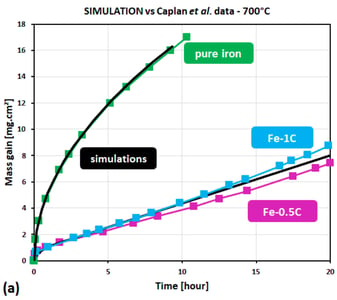
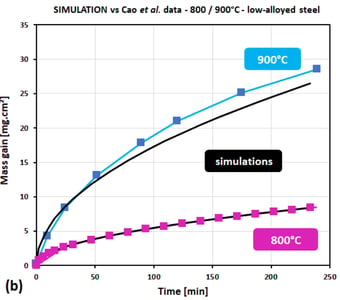
Figure 6: comparison experimental data vs simulation results
(a) Caplan et al. for carbon Fe-0.5C and Fe-1.0C at 700°C for 20h. (b) Cao et al. obtained at 800 and 900°C
As shown in figure 6 simulations and references data show a good agreement. This comparison highlights the reliability of the oxide scale growth model when short and long period of time are simulated. It is to underline that for this current case, the growth was only diffusion controlled.
The figure 7 shows the oxide scale growth during the reheating stage that takes place after the 4th cogging operation. The part is reheated at 1250°C during 5 hours.
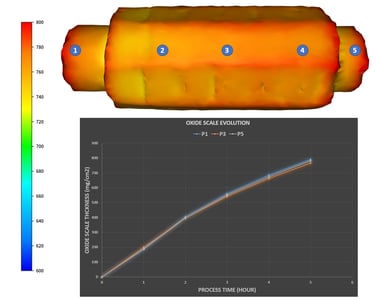
Figure 7: oxide scale evolution on surface (in mg/cm2)
Modern measuring technology for the open die forging
In the context of open-die forging, having a detailed understanding on how the forging equipment behaves is crucial. This is the reason why lots of efforts have been deployed by equipment manufacturers and software editors to ensure the strongest interoperability between real-time acquisition systems and simulation software.
The "LaCam® Forge" is an innovative measuring system for open die forging shops, it consists of two components. First, an "online unit" that records all relevant process data (forging force, saddle and manipulator position, surface temperature, etc.) in the form of a stroke table during a forging operation and simultaneously calculates the deformation in the core zone of the forging block.
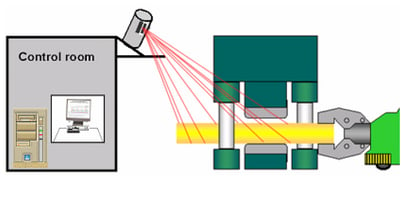
Figure 8: principle of the measurement system (image: MINTEQ Ferrotron)
Second is a 3D laser scanner especially designed for hot surfaces and steel mill surrounding conditions. The 3D laser can record the contours of a forging in 3D and can be used, for example, for dimensional measurement or checking the geometry (straightness). The distance measurement is based on a time-of-flight measurement using a pulsed semiconductor laser deflected in two directions. The heat radiation is measured and provides the possibility to measure the surface temperature distribution of the workpiece.
The measurement system can be used before forging to measure the surface temperature distribution or marking of separation lines on the ingot, during forging (after each cogging pass) and after forging to measure the final dimension or the straightness.
It is possible to transfer kinematics data of real forging processes such as from the measuring system "LaCam® Forge" (MINTEQ Ferrotron) developed for the open die forging industry into FORGE® software. Therefore, any sort of real kinematics data can be integrated with the help of a powerful script language "MPFx" that precisely describes every motion (part and/or dies).
The breakdown sequence and its effects on a forged component can be analyzed for many aspects: influence of saddle width, feed of the forging manipulator, height decrease, number of stitches, rotation angle of the manipulator, etc. The temperature curve, the local deformation, the stress history, the force required or the probability value for pore closure can be determined. This means that it is possible to display and analyze actual forging processes in a "virtual forge" and to identify their weak points, e.g. in terms of pore closure.
Prerequisites for the successful use of hot forming simulation in open die forging
For the simulation, it is recommended to have an operating engineer on site at the open die forging or heat treatment store who is familiar with the processes of forging and heat treatment, has a basic knowledge of forming technology and materials science, and has some affinity for computer-aided data analysis.
Within the last three decades, the performance of computer systems has multiplied by several orders of magnitude while the price of acquisition has decreased, so that hardware acquisition represents a small portion of the simulation software cost.
In the field of metrology, access to important measured data should be possible in the open die forge, such as surface temperatures of the forgings (pyrometry or thermography), forging forces and forging kinematics (e.g. data from the machine control of the press and manipulator), temperatures of the forging furnaces and heat treatment furnaces.
These data are important for the creation of realistic FEM models and can also serve to compare and calibrate the models with "reality". This model, calibrated with real process data, then allows the analysis of other existing forging processes or offers the possibilities that new process sequences can be carried out and analyzed in the "virtual forge" at the lowest possible cost.
This approach also offers some advantages in energy cost reduction. For example, forging tests in the development of new products can be reduced, since the simulation can be used to work out which forging routes are to be regarded as reasonable and which can be discarded.
Conclusion & perspectives
Virtual manufacturing proves its usefulness by increasing products’ quality in many aspects:
- Improving yield by reducing the amount of top and bottom scrap (e.g. fishtail shapes in front and back ends)
- Minimizing porosity and the formation of undesirable phases
- Investigating the effect of oxide scale thickness on the temperature evolution for a better control of reheating time
On top of that, simulation software nicely interoperate with real-time measurement technology (LaCam® Forge) that precisely describes how parts and dies behave in practice. The smart combination of cutting-edge simulation software with modern measuring system helps to find out most effective optimizations of open-die forging routes. It definitively provides the steel industry with remarkable advantages to improve the productivity and certainly leading tomorrow towards most ambitious applications based on digital twin technologies.