What is resistance spot welding?
Resistance spot welding is a process widely used in the automotive, aerospace and electronics industries for joining thin metal sheet generally between 0.5 and 10mm thick. These metal sheets don’t have to be the same thickness and can have different metallurgical (resistivity, conductivity, etc.) or coating properties.
 First, the parts to be assembled are precisely placed one above the other. Then, they are mechanically pressed and welded thanks to electrodes. In a very short period of time, a strong pressure is created by the machine on a small area and a current flow is generated. The parts representing a resistance to the circulation current, the metal strongly heats and liquefies in certain points. The sheets merge and then become inseparable after cooling.
First, the parts to be assembled are precisely placed one above the other. Then, they are mechanically pressed and welded thanks to electrodes. In a very short period of time, a strong pressure is created by the machine on a small area and a current flow is generated. The parts representing a resistance to the circulation current, the metal strongly heats and liquefies in certain points. The sheets merge and then become inseparable after cooling.
It also combines low cost, speed of execution and offers the advantage of a clean weld with good mechanical strength.
This process can be used to join sheets of various materials such as non-alloy steels, stainless steels, aluminum, brass, etc.
Model the resistance spot welding with TRANSWELD®
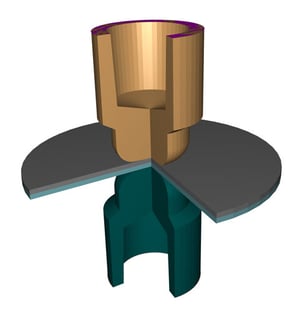
TRANSWELD® offers a dedicated environment for welding processes, including the resistance spot welding on a local scale. It ensures the quality of the weld on the assembly by studying the growth of the nugget and previewing the local distortions induced.
To save time on prototyping phase, the most appropriate welding parameters can be defined: current intensity, distance, pressure, etc. The software models each stage of the spot welding (clamping, welding, forging and parting), which makes it possible to validate each stage of your forming process.
Thanks to a large material database, you can also accurately model the defined configuration.
Benefits of predictive simulation
TRANSWELD® can predict:
- The solid-state metallurgical transformations induced by the welding operation, in particular those present in the HAZ
- Changes in electric current and their impact on nugget growth, in particular at the interfaces
- In the welded joint, the residual stresses and distortions resulting from resistance welding operations
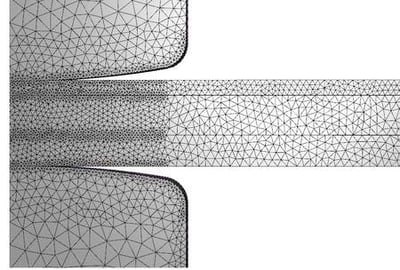
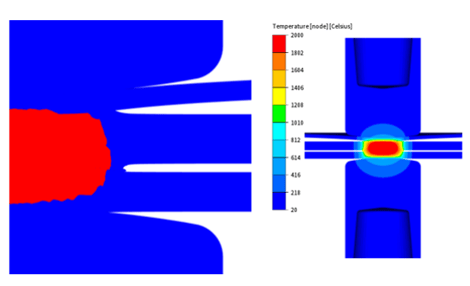 Simulation of the fusion zone in a case of resistance spot welding of 3 metal sheets.
Simulation of the fusion zone in a case of resistance spot welding of 3 metal sheets.
Courtesy of UBS.
STrengths of TRANSWELD® for spot welding
- Integration of each step of the process: squeeze, welding, forging and release.
- Management of multi-material and multi-electrode assemblies.
- Data setup based on known process parameters such as:
- Squeezing force
- Holding force
- Current
- Signal type
- Current duration table
- Forging force
- Forging time
- Automatic remeshing technology allowing adaptation to variations in contact areas, ensuring improved accuracy of results while reducing computation time.
- Integration of electrical and thermal contact resistivity values, which may vary according to contact temperature and pressure.